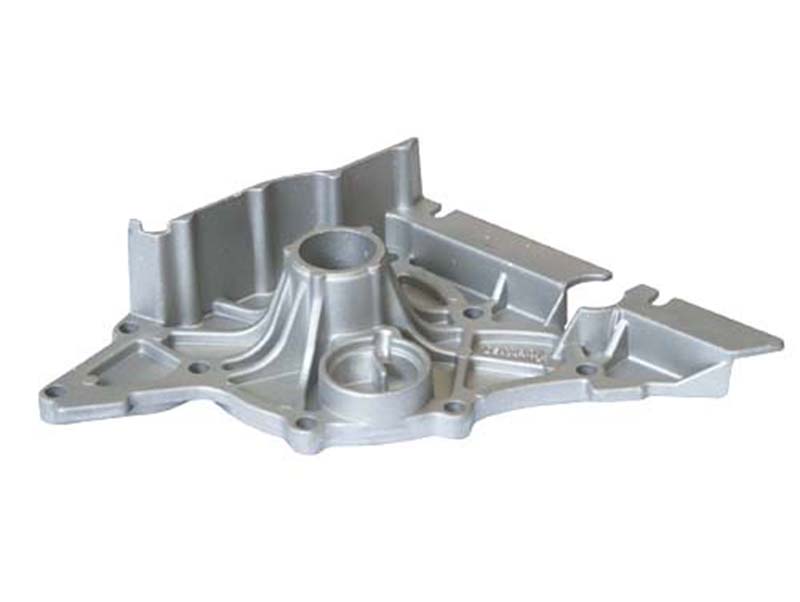
压铸,即压铸,是一种将液态金属或半液态金属高压填充到压铸模腔中,在压力下快速凝固的方法。压铸常用的压力是从几兆帕到几十兆帕,填充起始速度为0.5-70m/s;铝合金一般为610-670℃,锌合金一般为400-450℃,模具温度一般为合金温度的三分之一。今天就来给大家讲讲铝合金压铸件的设计要求,合理的压铸件结构不仅可以简化压铸模具的结构,降低制造成本,还可以提高压铸件的质量。

1、避免内侧凹或盲孔结构;
2、避免或减少垂直于分型面的孔或外盲孔结构;
3、压铸件壁厚是压铸过程中的关键因素,如熔体填充时间的计算.计算凝固时间.模具温度梯度分析.压力的作用.留模时间的
4、压铸件壁厚会显著降低压铸件的力学性能,薄壁压铸件致密性好,提高了铸件的强度和耐压性;
5、压铸件壁厚不宜过薄,会导致铝合金熔液填充不良,成型困难,使铝合金熔液熔化不良,给压铸工艺带来困难;
6、随着壁厚的增加,压铸件内部孔隙.缩孔等缺陷也随之增加;
7、钢筋/肋的作用是增加压铸件的强度和刚度,减少铸件的收缩和变形,避免工件从模具顶出时变形,作为熔体填充时的辅助回路。
8、设计合适的工艺圆角有利于压铸成型,避免应力和裂纹,延长压铸模具的使用寿命;当压铸件需要电镀或涂层时,圆角可以防止涂层(涂层)沉积,获得均匀性(涂层)层。
9、铸造斜度是减少压铸件与模具腔之间的摩擦,使压铸件容易取出;减少铸件表面划伤,延长压铸模具的使用寿命。